Full Mold Casting FMC
Full Mold Casting (FMC)
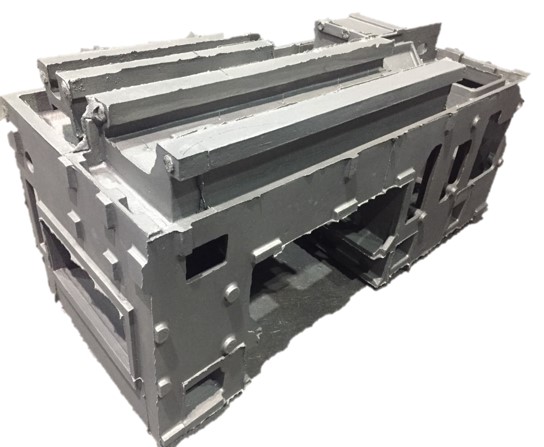
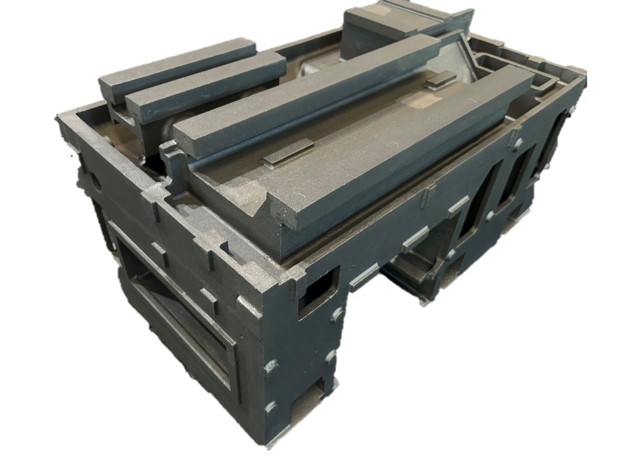
Full Mold Casting is a casting method in which foam patterns made of polystyrene, designed to match the dimensions and shape of the final casting, are bonded together to form a complete model. After coating the model with a refractory layer and drying it, molten metal is poured in, causing the foam pattern to vaporize. The liquid metal fills the space previously occupied by the pattern, and after solidification and cooling, the casting is formed.
Advantages of Full Mold Casting:
– Flexible design and ease of modification:This process frees developers from the design restrictions of traditional casting methods. It allows direct confirmation of the actual shape and dimensions during development and makes it easy to modify the existing tooling by combining various sizes of pattern modules. Therefore, it is highly suitable for the development of a wide variety of components.
– Improved casting accuracy:Since FMC does not require draft angles or parting lines, these considerations are unnecessary during design. No sand cores are needed, resulting in castings with minimal flash and reducing dimensional errors caused by human factors in sand mold or sand core production. Surface roughness is also significantly improved. Ultimately, the required time and cost for subsequent machining are greatly reduced, accelerating the overall process of delivering products to customers.
– Improved workplace environment and support for sustainable development:Because no sand cores or chemical binders are used, reclaimed sand usage can exceed 95%. This significantly reduces dust and noise emissions in the production environment, greatly improving workplace conditions.
In recent years, due to the absence of chemical binders and the substantial reduction of waste sand, noise, and dust generated during processing, Full Mold Casting has experienced rapid and widespread global development—especially as environmental protection and sustainability awareness continue to rise.
Advantages and Disadvantages of FMC
| Category | Item | Description |
|---|---|---|
| Advantage | Complex Structural Castings | FMC is suitable for complex-shaped structures and prototype development. |
| Advantage | High Precision | Offers more accurate dimensions than traditional wood casting. Lost foam tolerance: ±1MM; wood casting: ±10MM (CNS4021). |
| Advantage | Improved Productivity | Post-processing allows grinding of 10 castings per day—5× more than traditional methods. |
| Disadvantage | Batch Size Sensitivity | Economic efficiency improves with larger batch sizes; not ideal for small-scale production. |
| Disadvantage | Casting Material Limitation | Suitability declines from gray iron → non-ferrous alloys → carbon steel → ductile iron → low-carbon/alloy steels. Requires preparation to avoid long tuning. |
| Disadvantage | Size Limitation | Casting size depends on the capacity of equipment like vibration tables and sandboxes. |
Comparison Between FMC and Traditional Wood Pattern Casting
| Traditional Wood Pattern Casting | Full Mold Casting |
|---|---|
 | 
|
| Carbon emission produced per kg : 1.12 CO²e | Carbon emission produced per kg : 0.83 CO²e |
| Less suitable for castings with more complex structures. | The complexity of the casting structure does not affect the process. |
| Approximately 75–90 days from receiving the drawing to completing a trial casting. | Only takes 30–45 days from receiving the drawing to completing a trial casting. |
| Relies heavily on mold design and the skills and experience of on-site technicians. | Mold operation can be performed by completely inexperienced personnel with just an instruction guide. |