消失模技術說明
消失模鑄造(Full Mold Casting, 簡稱FMC)
將與鑄件尺寸、形狀相似的保麗龍發泡模型粘結組合成模型,刷塗耐火塗層並烘乾後澆注,使發泡模型氣化,液態金屬取代模型位置,經凝固冷卻後形成鑄件的一種鑄造方法。
消失模鑄造之優點在於
-設計靈活與易變更性:
讓開發人員不需因傳統鑄造製程之限制而影響結構設計,同時在開發時能夠直接確認實際形狀與尺寸,且能利用各式大小模塊組合來輕易變更或修改現行模具,使其極其適合用於各式零件之開發。
-鑄件精度提高:
由於消失模鑄造技術不需要拔模,因此鑄件設計上不須額外考量分模面及拔模斜度,並且不須使用砂芯生產,使得完成後的鑄件沒有大量毛邊且減少砂模與砂芯因人員操作失誤而發生的尺寸誤差等問題,同時表面粗糙度也有大幅度的提升,最終使後續機械加工之時間與費用獲得大幅度的削減,加快提供產品至客戶的整個製程。
-改善作業現場環境與產業永續經營發展:
生產中不須使用砂芯,且不須於砂中添加化學性黏著劑,使得舊砂回收率能達到95%以上,並且大幅度減少生產現場之粉塵逸散與噪音等問題,對於現場作業環境能有顯著之改善。
近年來,因其不需使用化學性黏著劑,且能大幅減少製程中產生廢砂與噪音粉塵等特性,使得消失模鑄造技術在環保與永續意識逐漸抬頭的時代下在全球範圍內得到了迅速且蓬勃之發展。
消失模優缺點
| 分類 | 項目 | 說明 |
|---|---|---|
| 優點 | 複雜結構鑄件 | 消失模技術適合形狀複雜的結構,同時相較傳統木模易於變更設計,使其適合應用於各種零件之開發。 |
| 優點 | 精度高 | 相較於傳統木模鑄造,消失模鑄造成品擁有更準確的尺寸精度。消失模鑄件公差可達±1MM,木模公差為±10MM(CNS4021標準)。 |
| 優點 | 產能提升 | 相較於傳統木模鑄造,消失模鑄造後處理1天可研磨10台鑄件,是木模的5倍產能。 |
| 缺點 | 鑄件批量 | 批量越大,經濟效益越顯著;少量生產時成本高。 |
| 缺點 | 鑄件材質 | 材質適用性從灰鑄鐵到合金鋼逐漸降低,需進行前期準備以避免試驗與調整週期過長。 |
| 缺點 | 鑄件大小 | 鑄件大小受限於振實台、砂箱等設備的使用範圍。 |
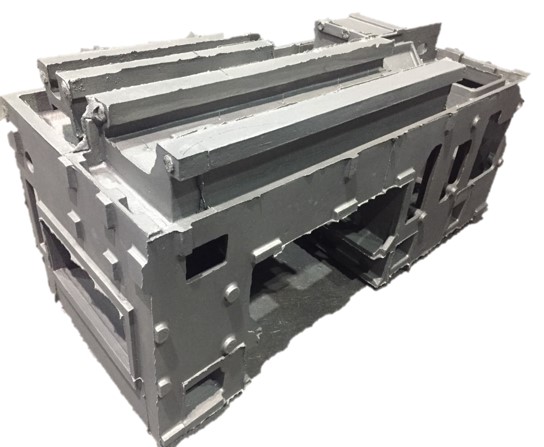
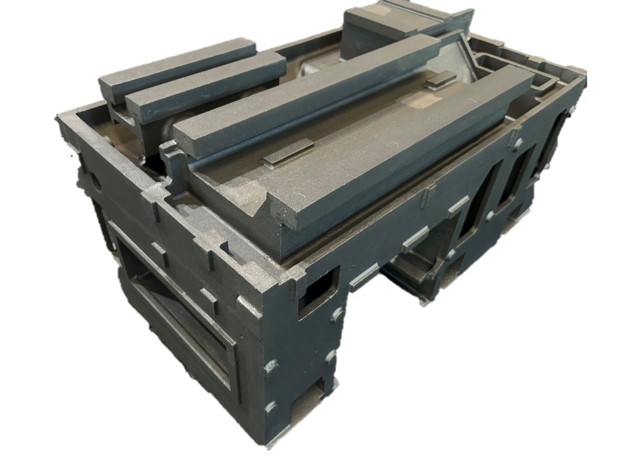
消失模技術與傳統木型比較
| 木模鑄造 | FMC鑄造 |
|---|---|
 | 
|
| 木模生產鑄件平均每一公斤: 1.12 CO²e | FMC生產鑄件平均每一公斤: 0.83 CO²e |
| 較不適用於結構較複雜之鑄件 | 鑄件結構複雜與否不影響 |
| 收到圖面至完成試製鑄件約需75-90天 | 收到圖面至完成試製鑄件僅需30-45天 |
| 較依賴模具及現場師傅之操作與經驗 | 僅須操作說明便能由完全無經驗人員進行模具操作 |